|
©2025 CALVINO architecture studio, inc all contents of this publication whether in digital or analog format are the express property of CALVINOarchitecture studio, inc. and shall not be reproduced by any means without written consent from Mike Calvino |

|
. . . forge ahead . . . |
|
The 56 International . . . Fresh paint, original ‘56 BD 264 ci straight 6, 4 spd tranny, 2spd electric shift rearend . . .
GCVW of 29K # this is it’s first task nearing its GCVW . . . Steel weighing it at approx. 19,000# here—had to go over the causeway in 3rd gear, but other than that, it was not a problem.
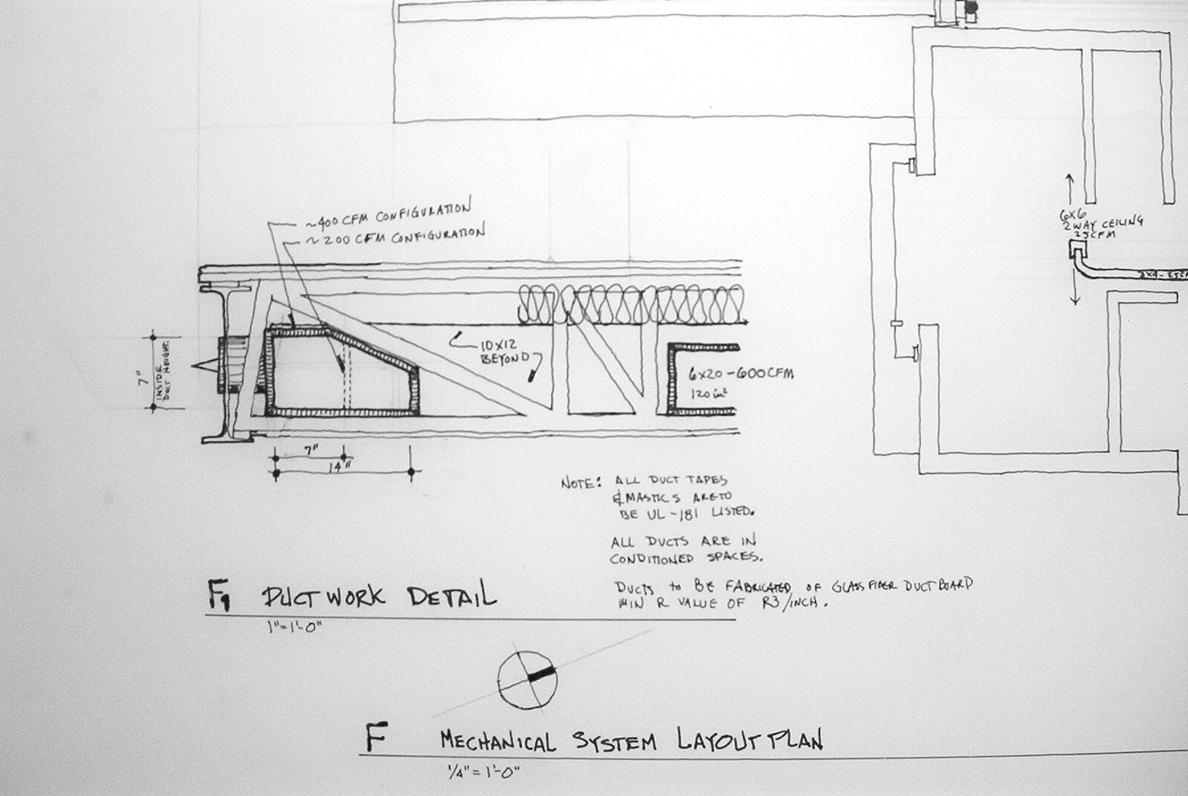
This is the steel for the roof plane frames including the suspended loft. . . |
|
The Ruskin House: Roof Planes, Transport & Photos |




|
The beams are picked up with a fabricated spreader bar which is hung with a chain where the back hoe bucket usually is pinned, the red strap holds the hydraulic ram for the bucket still and the beams are controlled with one hand via two 20’ nylon straps hooked to either end of the beam. The heavier beams (about 1800#) must be lifted with the stabilizer tabs deployed at the rear of the back hoe, while the smaller beams can even be driven around the site with the tractor. |


|
Of course the power steering hydraulic ram had to break on me the second day I was unloading the beams . . . I drove it for half a day without power steering moving lighter beams and mostly driving straight back & forth . . . The power steering would work one way only. The high carbon steel piston broke most likely due to a rigged fix job done by the previous owner of the machine . . . The steel angle & the bolt in the left photo are replacing a broken cast steel element & a high carbon steel pin. The steel casting is also cracked at its base. My thought is that the steel angle has a drilled hole that is slightly too large (a few of thousandths of an inch) and the threads of the bolt fit too loosely in the machined, smooth hole in the casting so there was a little play in the connection, this allowed a slight movement of the hydraulic piston before it contacted the bolt making it an impact load and led to the cracking & eventual failure of the bolt and also the crack in the casting. The casting will have to be ground out to the bottom of the crack & filled with weld and the angle will have to be torched off and a new piece, drilled to the exact size of the hardened steel pin, fit into the broken casting, and re-welded. A maintenance project for the end of a phase, a new bolt & a new piston will get the job done for now. I did the repair on site in an hour just before unloading the rest of the steel. |